271
ห้องซื้อ-ขาย-แลกเปลี่ยนของจิปาถะ / Re: GMS Interneer oil & gas equipment users in Thailand
« เมื่อ: ตุลาคม 25, 2021, 06:59:51 pm »
Cameron Gate Valve with API6A standard
Over the course of the last century, numerous gate valve design genres have been developed for use in the oil and gas industry. Designs that have commonly been used to control fluid through production trees and flowlines include expanding , wedge, and slab-style gate valves. Cameron engineers have selected the best-suited features for development and impletiontation into Cameron Gate Valve with API6A standard
Overview – Cameron Gate Valve with API6A standard
- Cameron designs and manufactures gate valves to API Spec 6A valves to help you meet the demands of land and offshore drilling and production, including
- large-bore completions
- extreme pressures and temperatures
- heavy oil
- sour service
- subsea applications.
Application of Cameron Gate Valve with API6A standard
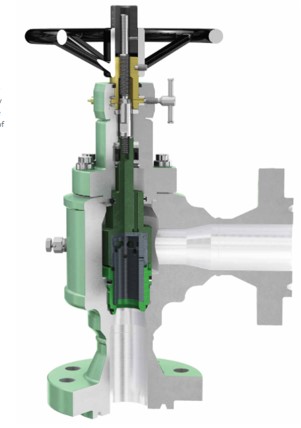
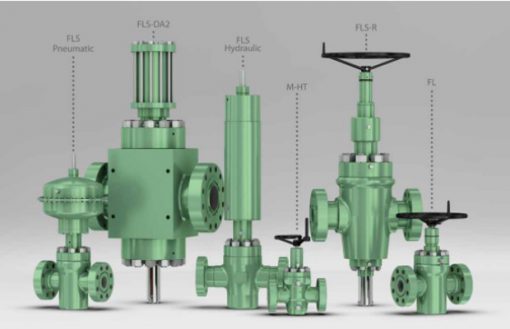
The FLS gate valve is part of the F Series of valves, which have been supplied for production and drilling service since 1958. Many of the features of the FLS are common to our original Type F gate valve, such as
- full- and internally flushed bore and forged construction
- metal-to-metal sealing
- slab gate
- design simplicity.
In other areas such as seat seals and stem seals, the FLS design takes advantage of our latest technology in materials and seal design.
The Cameron FLS gate valve is widely recognized as a high-quality valve for severe applications, available in pressure ratings from 2,000 to 20,000 psi and bore sizes from 1 13/16 to 11 in. The FLS valve is our standard valve for critical requirements, including extreme sour and subsea applications. In addition, it can be fitted with a wide range of our actuators.

FLS Gate valve : Product and Extreme service API6A slab-style gate valve Advantages
- Metal-to-metal sealing
- Reliability through simplicity of design
- Bidirectional sealing
- Stem backseat
- Nonelastomeric, spring-loaded, pressure-energized stem seal that requires no longitudinal preload or precise spaceout
- Innovative seat design
- Lip seals that perform several functions:
- Serving as added barrier against contaminants and debris
- Maintaining contact between the gate and seats, eliminating body cavity clearance while retaining downstream sealing function of the slab gate
- Enhancing sealing integrity at very low differential pressures, where low bearing stresses tend to limit the effectiveness of the metal-to-metal seal
- Qualification testing to API 6A, Annex F (PR-2) and Annex I (Class II)
- Optional torque multiplier
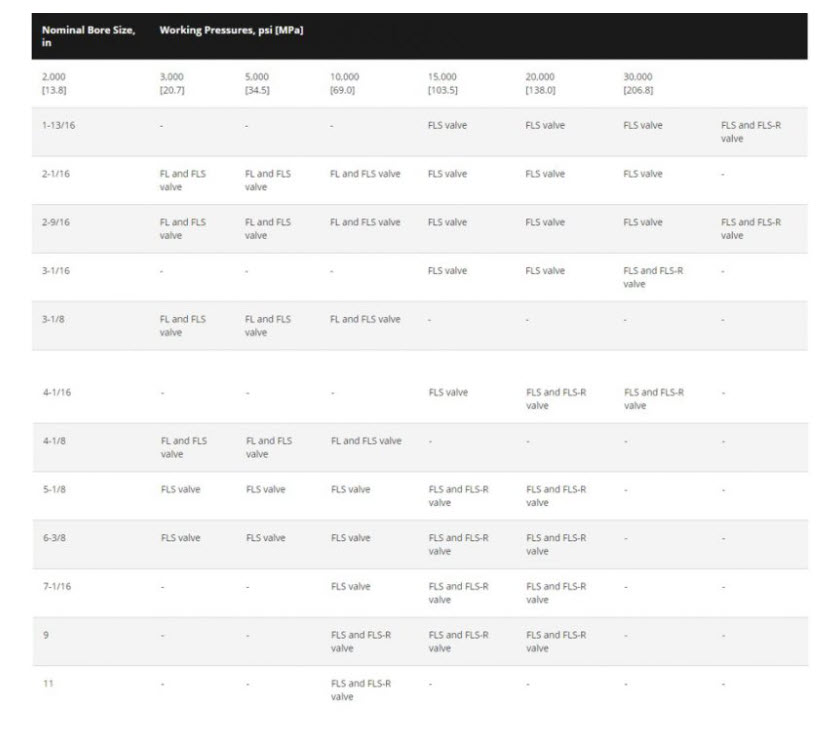
FL, FLS, and FLS-R gate valves, this chart represents typical valves for API material classes AA, BB, CC, DD, EE, FF, and HH (except FL) , Temperature ratings K, L, P, S, T, U, and V , Product specification levels 1, 2, 3, 3G, and 4.
Available product : Nominal Bore size vs Working pressure
Reference Project
- PTTEP Siam : Yearly Contract Supply for API Gate valve in 2014-2015
- PTTEP Siam : Year Contract Supply for API Gate valve in 2021-2022
https://www.gmsthailand.com/product/cameron-gate-valve-with-api6a-standard/
Over the course of the last century, numerous gate valve design genres have been developed for use in the oil and gas industry. Designs that have commonly been used to control fluid through production trees and flowlines include expanding , wedge, and slab-style gate valves. Cameron engineers have selected the best-suited features for development and impletiontation into Cameron Gate Valve with API6A standard
Overview – Cameron Gate Valve with API6A standard
- Cameron designs and manufactures gate valves to API Spec 6A valves to help you meet the demands of land and offshore drilling and production, including
- large-bore completions
- extreme pressures and temperatures
- heavy oil
- sour service
- subsea applications.
Application of Cameron Gate Valve with API6A standard
The FLS gate valve is part of the F Series of valves, which have been supplied for production and drilling service since 1958. Many of the features of the FLS are common to our original Type F gate valve, such as
- full- and internally flushed bore and forged construction
- metal-to-metal sealing
- slab gate
- design simplicity.
In other areas such as seat seals and stem seals, the FLS design takes advantage of our latest technology in materials and seal design.
The Cameron FLS gate valve is widely recognized as a high-quality valve for severe applications, available in pressure ratings from 2,000 to 20,000 psi and bore sizes from 1 13/16 to 11 in. The FLS valve is our standard valve for critical requirements, including extreme sour and subsea applications. In addition, it can be fitted with a wide range of our actuators.
FLS Gate valve : Product and Extreme service API6A slab-style gate valve Advantages
- Metal-to-metal sealing
- Reliability through simplicity of design
- Bidirectional sealing
- Stem backseat
- Nonelastomeric, spring-loaded, pressure-energized stem seal that requires no longitudinal preload or precise spaceout
- Innovative seat design
- Lip seals that perform several functions:
- Serving as added barrier against contaminants and debris
- Maintaining contact between the gate and seats, eliminating body cavity clearance while retaining downstream sealing function of the slab gate
- Enhancing sealing integrity at very low differential pressures, where low bearing stresses tend to limit the effectiveness of the metal-to-metal seal
- Qualification testing to API 6A, Annex F (PR-2) and Annex I (Class II)
- Optional torque multiplier
FL, FLS, and FLS-R gate valves, this chart represents typical valves for API material classes AA, BB, CC, DD, EE, FF, and HH (except FL) , Temperature ratings K, L, P, S, T, U, and V , Product specification levels 1, 2, 3, 3G, and 4.
Available product : Nominal Bore size vs Working pressure
Reference Project
- PTTEP Siam : Yearly Contract Supply for API Gate valve in 2014-2015
- PTTEP Siam : Year Contract Supply for API Gate valve in 2021-2022
https://www.gmsthailand.com/product/cameron-gate-valve-with-api6a-standard/